Надёжность гидравлических уплотнений для гидропривода
Одним из важных компонентов любого гидропривода являются уплотнения неподвижных и подвижных деталей, нагруженных давлением рабочей жидкости. Если уплотнение разделяет полости высокого и низкого давления какого-либо гидравлического устройства и таким образом предотвращает внутренние перетечки рабочей жидкости, то повышается коэффициент полезного действия машины, меньше нагревается рабочая жидкость, сохраняется величина скорости исполнительных органов. Если уплотнение отделяет какую-либо полость гидроаппарата от атмосферы, то оно предотвращает наружные утечки, которые помимо безвозвратных потерь рабочей жидкости нарушают экологию, что в ряде случаев абсолютно недопустимо.
Гидравлические уплотнения устанавливаются в специальные канавки, выполненные на поверхностях сопрягаемых поверхностей деталей, например, на плоскостях разъёмов (торцовые уплотнения) или на цилиндрических поверхностях тел вращения (радиальные уплотнения). Геометрические размеры канавок и величина шероховатости поверхностей, образующих канавку, регламентируются соответствующими стандартами на уплотнения. Контроль за соблюдением этих стандартов при изготовлении гидравлических устройств обеспечивает достижимую надёжность изделия. Вместе с повышением допускаемых в процессе работы уровней давления и скоростей относительного перемещения подвижных деталей повышается и роль уплотнений в обеспечении надёжности машины с гидроприводом.
В первые годы применения гидропривода в строительных машинах, когда рабочее давление не превышало 6 МПа и даже когда оно достигло величины 10 МПа, нужную герметичность вполне обеспечивали резиновые кольца круглого (ГОСТ 9833) или прямоугольного сечения. Для уплотнения подвижных деталей чаще использовались резиновые манжеты (ГОСТ 14896). Резиновое уплотнение работает следующим образом. При монтаже уплотнения в канавку оно несколько деформируется, так как глубина канавки меньше толщины уплотнения (диаметра поперечного сечения). В направлении деформации выбираются все зазоры между уплотняемыми поверхностями, уплотнение прижимается с некоторым усилием. При включении устройства в работу давление жидкости прижимает уплотнение к стенке канавки в направлении перпендикулярном первоначальной деформации и стремится выдавить уплотнение в имеющийся зазор между сопрягаемыми деталями.
Резиновое уплотнение ведёт себя как очень вязкая жидкость. Если в уплотнении возникают напряжения, достаточные для сдвига материала и выдавливания его в зазор вплоть до механического разрушения, то герметичность соединения нарушается со всеми вытекающими последствиями. В дальнейшем с увеличением уровня применяемого в гидроприводе давления до 16 МПа, 25 МПа и 32 МПа, что оправдано уменьшением габаритов и веса всех гидроаппаратов, требования к гидравлическим уплотнениям сильно возросли. В качестве материала уплотнений стали применять различные полимеры, фторопласт, полиуретан, полиэфиры и другие, модуль упругости которых во много раз выше, чем у резины, а коэффициент трения по стали в несколько раз меньше. Важность низкого коэффициента трения обусловлена не только тем, что уменьшаются потери энергии на механическое трение и увеличивается коэффициент полезного действия машины, но и продлевается жизнь самого уплотнения.
Чтобы обеспечить необходимую теплопроводность, уплотнения изготавливаются из композитных материалов на основе фторопласта с металлическими и коксовыми наполнителями. Снижению сил трения между уплотнением и уплотняемой подвижной деталью и продлению ресурса уплотнения способствует высокая чистота обработки трущейся поверхности детали, достигаемая шлифованием, полированием и нанесением гальванического покрытия или эпилама. На первых образцах гидромолотов, разработанных в 70-х годах прошлого века была попытка применить уплотнения, заимствованные из авиационной промышленности. Эти уплотнения представляли собой комбинацию из фторопластовой манжеты в поперечном сечении похожей на швеллер, в которую монтируется резиновое кольцо круглого сечения. Резиновое кольцо обеспечивало предварительное прижатие манжеты к штоку. Скольжение манжеты по штоку происходило длинной стороной швеллера, толщина которой составляла всего 0,2 мм. Оказалось, что чистота поверхности уплотняемого штока после шлифования не обеспечивала достаточную долговечность манжеты, которая протиралась насквозь довольно быстро.
В настоящее время с большим успехом применяются комбинированные уплотнения, в которых полимерная манжета (уплотняющее кольцо) так же прижимается к штоку резиновым кольцом круглого сечения, но толщина манжеты составляет 2...2,5 мм, а на её уплотняющей поверхности выполнен выступ — зубчик.
Манжета входит в контакт с штоком вначале специальным зубчиком, а не всей своей поверхностью. Достаточно высокие контактные напряжения в области зубчика обеспечивают высокую герметичность, а низкий коэффициент трения и высокая теплопроводность материала манжеты позволяют применять такие уплотнения, как утверждают фирмы-изготовители, при скоростях скольжения до 10...15м/с при давлениях рабочей жидкости 20...40 МПа в зависимости от зазора между уплотняемыми деталями. Подобные уплотнения производят многие зарубежные фирмы, например, Busak-Shamban, Hansa Flex, Polypac, Parker, Merkel, Simrit и другие.
В России такие уплотнения изготавливают фирмы ЭЛКОНТ и RGC. Обычно фирмы-изготовители рекомендуют устанавливать последовательно два таких уплотнения, объясняя это тем, что якобы небольшое количество просочившейся жидкости через первое уплотнение задерживается вторым и возвращается снова в гидросистему при сбросе давления. Однако, по моему мнению, такое утверждение преследует лишь цель увеличения количества продаж. Последовательная установка второго уплотнения любой конструкции из любого материала только увеличивает потери на трение, но не приводит к заметному увеличению надёжности узла уплотнения.
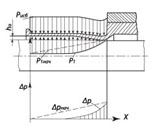
В 80-х годах прошлого века в Сибирском автомобильно-дорожном институте для герметизации гидравлических устройств, работающих при давлениях рабочей жидкости, измеряемых десятками МПа, были разработаны экспериментальные упругодеформируемые металлические уплотнения штоков. Такое уплотнение представляло собой тонкостенную металлическую цилиндрическую оболочку определённой длины, выполненную из бронзы или другого материала с низким коэффициентом трения по стали, определённой длины. Один конец оболочки, обращённый в сторону низкого давления, жёстко и герметично соединён с направляющей втулкой штока.
Толщина оболочки составляла 0,3...0,6 мм, а величина зазора между штоком и уплотнением (оболочкой) до 0,04 мм. В работе на наружную поверхность оболочки действует равнораспределённое по длине оболочки давление Ризб. При малых значениях этого давления изнутри на стенку оболочки действует убывающее по длине зазора начальное давление Р1 нач. Результирующее давление линейно возрастает от свободного конца к основанию оболочки. Стенка оболочки упруго деформируется под давлением жидкости. Наибольшая деформация достигается вблизи основания оболочки. Зазор уменьшается с ростом избыточного давления вплоть до контакта с уплотняемым штоком. Стендовые испытания упругодеформируемого металлического уплотнения показали, что достигается значительно более высокая герметичность трущейся пары в сравнении с бесконтактным щелевым уплотнением (притёртой парой с диаметральным зазором 0,015...0,020).
Работоспособность уплотнения измерялась миллионами циклов нагружения. К сожалению, насколько мне известно, отсутствие отработанной технологии изготовления и заинтересованности промышленных предприятий, а так же информационной поддержки не позволило авторам работы осуществить внедрение в серийное производство.
Поскольку всякий выход из строя гидравлических уплотнений для их замены требует перерывов в эксплуатации машины с гидроприводом, частичной разборки каких-то узлов, то очевидна важность этого компонента для обеспечения надёжной работы изделия. Ещё на стадии проектирования важно правильно оценить все условия работы уплотнения: максимальное давление рабочей жидкости, в том числе от возможных реактивных и инерционных нагрузок, скорости скольжения, температурный режим и затем подобрать по каталогам соответствующее уплотнение. Необходимо обеспечить конструктивными методами защиту уплотнений от пиков давления, которые могут возникнуть при нештатных ситуациях. Далее при изготовлении изделия надо обеспечить соблюдение технических требований, предъявляемых к местам установки уплотнений и, наконец, в эксплуатации соблюдать требования, предписанные в руководстве по эксплуатации на соответствующее изделие. Для успешной эксплуатации машины с гидроприводом целесообразно иметь под рукой так называемый ремкомплект, содержащий всю номенклатуру уплотнений, применяемых в данной машине.